
 |
| Place of Origin: | Guangdong, China (Mainland) |
| Brand Name: | RUIHUI |
| Certification: | CE, ISO certification |
| Minimum Order Quantity: | 1 Set |
|---|---|
| Packaging Details: | Wooden Box or Vacuum Packing |
| Delivery Time: | 30 work days |
| Payment Terms: | L/C, D/A, D/P, T/T, Western Union, MoneyGram |
| Supply Ability: | 30 Sets Per Month |
| Stock Width(mm): | 50-400 | Stock Thickness(mm): | 0.3-4.5 |
|---|---|---|---|
| Line Speed(m/min): | 16~24 | Coil Weight(Kg): | 5000 |
| Main Motor(Kw): | AC 4.4 | Warranty Period: | 12 Months |
| Trademark: | RUIHUI | Max.Coil O.D.(mm): | 1400 |
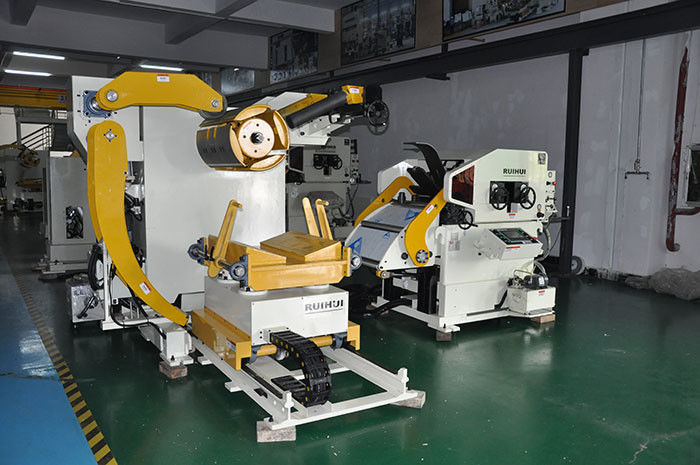
| Function: | Electric Hydraulic Hole Puncher | Type: | Straightener Feeder & Uncoiler |
| Use: | Sheet | After-sales Service Provided: | Engineers Available To Service Machinery Overseas |
| High Light: | steel decoiling machine,uncoiler machine |
||
Nowadays more and more stamping owners have chosen to use the feeder, the feeder is matched with the punch progressive die type for continuous processing.
This type of processing not only improves stamping production efficiency, but also significantly improves the quality of finished products, improves material utilization, and reduces production costs.
However, in the actual use process of the punch feeder production line, the material feeding is often not in place due to some internal or external factors, and the feeding speed of the feeder is very fast, and it is often difficult to detect in real time when the feeding is not accurate.
Not only the quality and processing technology of the finished product are difficult to guarantee, the scrap rate is high, but also the mold is damaged, and the maintenance and use cost is increased.
The feeder can be easily solved by mismatching the detection device. The feeder misfeed detection device consists of two parts: the detection host and the photoelectric unit, and the photoelectric part is assembled on both sides of the die inlet port of the punching die.
The cam signal of the punching machine is used as the trigger signal, and is controlled by the PLC program to realize the real-time detection of various insufficient feed detection or the purpose of detection when the feeder feeds the feed mold, thereby effectively ensuring the safety of the mold and ensuring the safety of the mold. Stamping production process and product quality are guaranteed.
1. Insufficient feeding detection
Insufficient feeding detection and feeding distance detection are mainly used to match the feeding time and angle of the punching machine to detect whether the feeding of the feeder is correct and automatically control the punching process.
Insufficient feeding detection is to carry out feeding once after the first step of the progressive die. The feeding distance is certain. This distance is determined by the punch feeder. It is important when the feeding is in place. If the feeding of the feeder is not in place, the progressive die will be caused. The stamped product has been scrapped or the mold has been damaged.
2. by checking out
Through detection, it is mainly used in the production process of product blanking, and the detection of blown products is eliminated to prevent the phenomenon of stacking.
The product is detected by discharging once after the completion of one stamping of the progressive die. The discharging is to blow out the product by using a compressed air blowing device in a certain cam cycle, and the product passes through the light curtain to cut off the light curtain signal.
During this process, the product (or scrap) must pass through the light curtain. If it is not left in the progressive die through the light curtain, the progressive die will cause damage to the mold or product during the next press.
![]()
Specification:
| Model | MAC2-400 | MAC2-500 | MAC2-600 | MAC2-800 | ||
| Stock Width(mm) | 50-400 | 50-500 | 50-600 | 50-800 | ||
| Stock Thickness(mm) | 0.3~3.2 | 0.3-3.2 | 0.3-3.2 | -3.2 | ||
| Max.Coil Weight(kg) | 3000 | 3000 | 3000 | 5000 | 5000 | 7000 |
| Max.Coil O.D.(mm) | 1200 | 1200 | 1200 | |||
| Coil I.D.(mm) | 8 | 8 | 508 | 508 | ||
| Feed Length(mm) | ~500* | ~500* | ~500* | ~500* | ||
| Max. Line Speed(m/min) | 16-24 | 16-24 | 16-24 | 16-24 | ||
| Work Roll Number(pieces) | upper 6 lower 5 |
upper 6 lower 5 |
upper 6 lower 5 |
upper 6 lower 5 |
||
| Feed Roll Number(set) | 1 | 1 | 1 | 1 | ||
| Main Motor(kw) | AC2.9 | AC2.9 | AC4.4 | AC4.4 | ||
| Mandrel Expansion | hydraulic | hydraulic | hydraulic | hydraulic | ||
| Reel Motor(kw) | 1.5 | 1.5 | 1.5 | 2.2 | 2.2 | 3.7 |
| Power(V) | 3 Phase 220V/380V/50HZ | |||||
| Operating Air(Mpa) | 0.49 | 0.49 | 0.49 | 0.49 | ||
Straigtening performance:
| tock Thicknees (mm) | Stock Width (mm) | |||
| 0.3 | 400 | 500 | 600 | 800 |
| 0.4 | ||||
| 0.6 | ||||
| 0.8 | ||||
| 1.0 | ||||
| 1.2 | ||||
| 1.4 | ||||
| 1.6 | 470 | 470 | ||
| 1.8 | 400 | 400 | ||
| 2.0 | 360 | 360 | ||
| 2.3 | 300 | 300 | 300 | 300 |
| 2.5 | 230 | 230 | 230 | 230 |
| 2.8 | 150 | 150 | 150 | 150 |
| 3.2 | 110 | 110 | 110 | 110 |
*1:(Pneumatic):Option in case of pneumatic mandrel expansion is provi
![]()
![]()
Contact Person: Calin Deng
Tel: 13826917409
Fax: 86-769-89296723
Phase Style Automatic Nc Servo Sheet Metal Coil Feeder Stam
High Speed Nc Servo Roll Feeder For Matel Coil Machine Pneumatic release RNC-800HA
Punching Steel Straightening Nc Servo Feeder Machine / Nc Roll Feeder
OEM CCS Nc Servo Roll Feeder and Uncoiler Straightener RNC-400F
Auto High Speed Steel Coil Feeder Machine For Continuous Multiple Project Processing
Latest High Speed Mechanical Roll Feeder / Punch Press Feeder
Precision Coil Decoiler Straightener Feeder For Metal Stamping / Stainless Steel
Uncoiler And Decoiler Straightener Press Feeding Equipment For Sheet Metal
Coil Sheet Automatic Decoiler Straightener Feeder For Press Line(MAC4-800F)




