
 |
| Place of Origin: | Guangdong, China (Mainland) |
| Brand Name: | RUIHUI |
| Certification: | CE, ISO certification |
| Minimum Order Quantity: | 1 Set |
|---|---|
| Packaging Details: | Wooden Box or Vacuum Packing |
| Delivery Time: | 30 work days |
| Payment Terms: | L/C, D/A, D/P, T/T, Western Union, MoneyGram |
| Supply Ability: | 30 Sets Per Month |
| Stock Width(mm): | 50~600 | Stock Thickness(mm): | 0.2~3.2 |
|---|---|---|---|
| Line Speed(m/min): | 16~24 | Coil Weight(Kg): | 3000/5000 |
| Work Roll Number(Pcs): | Upper 6/lower 5 | Main Motor(Kw): | AC 4.5 |
| Warranty Period: | 12 Months | ||
| High Light: | plate straightening machine,steel straightening machine |
||
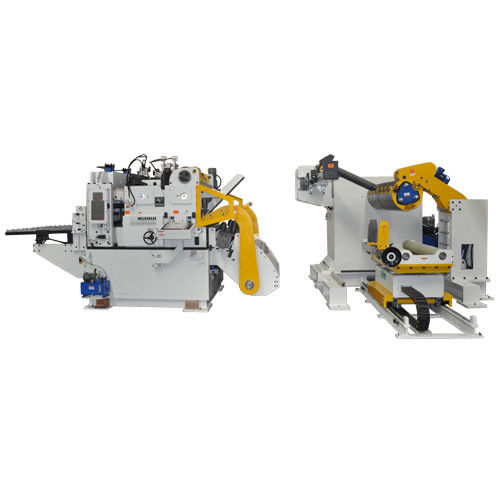
Profile stamping processing, uncoiler, Shenzhen yaw NC feeder manufacturer
Due to the advantages of low raw material, high processing efficiency, high automation, low labor intensity and high safety, the yaw NC feeder production line is used more and more widely in the processing of wafer and profile stamping. It is not only suitable for some. The processing and production of medium and large wafers and profiles is increasingly used in the processing and production of small wafers and profiles.
When the small yaw NC feeder production line is actually used, the coil material is unrolled by Ruihui heavy material frame, and after being leveled by the middle (thin) leveling machine, it is sent into the punching machine by Ruihui yaw NC feeder. After processing, each time the sheet is punched on the punching machine, the yaw NC feeder drives the sheet to advance an appropriate distance while shifting the appropriate distance in the vertical direction of advancement to minimize the gap between the next punched hole and the last punched hole.
The stamped product will fall on the conveyor belt and be transported out. The strip scrap formed after the stamping is completed will continue to advance to the cutting table of the cutting device and continue to move forward with the yaw NC feeder. The pneumatic servo device controls the expansion and contraction of the telescopic end. When the telescopic end is not extended, the pressing head does not press the cutting table with the up and down movement of the slider on the punching machine.
When the telescopic end is extended, the pressing head is pressed down to the upper end surface of the cutting table with the slider of the punching machine and continues to press the cutting table. The cutting table is forced to compress the spring and is cut by the set cutting knife to move to The material is scraped underneath, and then the cutting table uses the elasticity of the spring to return to the original position after the pressing head is lifted to complete the reset, and complete the entire stamping automatic processing production.
![]()
Specification:
| Model | MAC2-400 | MAC2-500 | MAC2-600 | MAC2-800 | ||
| Stock Width(mm) | 50-400 | 50-500 | 50-600 | 50-800 | ||
| Stock Thickness(mm) | 0.3~3.2 | 0.3-3.2 | 0.3-3.2 | -3.2 | ||
| Max.Coil Weight(kg) | 3000 | 3000 | 3000 | 5000 | 5000 | 7000 |
| Max.Coil O.D.(mm) | 1200 | 1200 | 1200 | |||
| Coil I.D.(mm) | 8 | 8 | 508 | 508 | ||
| Feed Length(mm) | ~500* | ~500* | ~500* | ~500* | ||
| Max. Line Speed(m/min) | 16-24 | 16-24 | 16-24 | 16-24 | ||
| Work Roll Number(pieces) | upper 6 lower 5 |
upper 6 lower 5 |
upper 6 lower 5 |
upper 6 lower 5 |
||
| Feed Roll Number(set) | 1 | 1 | 1 | 1 | ||
| Main Motor(kw) | AC2.9 | AC2.9 | AC4.4 | AC4.4 | ||
| Mandrel Expansion | hydraulic | hydraulic | hydraulic | hydraulic | ||
| Reel Motor(kw) | 1.5 | 1.5 | 1.5 | 2.2 | 2.2 | 3.7 |
| Power(V) | 3 Phase 220V/380V/50HZ | |||||
| Operating Air(Mpa) | 0.49 | 0.49 | 0.49 | 0.49 | ||
Straigtening performance:
| tock Thicknees (mm) | Stock Width (mm) | |||
| 0.3 | 400 | 500 | 600 | 800 |
| 0.4 | ||||
| 0.6 | ||||
| 0.8 | ||||
| 1.0 | ||||
| 1.2 | ||||
| 1.4 | ||||
| 1.6 | 470 | 470 | ||
| 1.8 | 400 | 400 | ||
| 2.0 | 360 | 360 | ||
| 2.3 | 300 | 300 | 300 | 300 |
| 2.5 | 230 | 230 | 230 | 230 |
| 2.8 | 150 | 150 | 150 | 150 |
| 3.2 | 110 | 110 | 110 | 110 |
*1:(Pneumatic):Option in case of pneumatic mandrel expansion is provi
![]()
![]()
Contact Person: Calin Deng
Tel: 13826917409
Fax: 86-769-89296723
Phase Style Automatic Nc Servo Sheet Metal Coil Feeder Stam
High Speed Nc Servo Roll Feeder For Matel Coil Machine Pneumatic release RNC-800HA
Punching Steel Straightening Nc Servo Feeder Machine / Nc Roll Feeder
OEM CCS Nc Servo Roll Feeder and Uncoiler Straightener RNC-400F
Auto High Speed Steel Coil Feeder Machine For Continuous Multiple Project Processing
Latest High Speed Mechanical Roll Feeder / Punch Press Feeder
Precision Coil Decoiler Straightener Feeder For Metal Stamping / Stainless Steel
Uncoiler And Decoiler Straightener Press Feeding Equipment For Sheet Metal
Coil Sheet Automatic Decoiler Straightener Feeder For Press Line(MAC4-800F)



