
 |
| Place of Origin: | Guangdong, China (Mainland) |
| Brand Name: | RUIHUI |
| Certification: | CE, ISO certification |
| Minimum Order Quantity: | 1 Set |
|---|---|
| Packaging Details: | Wooden Box or Vacuum Packing |
| Delivery Time: | 30 work days |
| Payment Terms: | L/C, D/A, D/P, T/T, Western Union, MoneyGram |
| Supply Ability: | 30 Sets Per Month |
| Place Of Origin: | Guangdong, China (Mainland) | Brand Name: | RUIHUI |
|---|---|---|---|
| Condition: | New | After-sales Service Provided: | Field Maintenance And Repair Service, Engineers Available To Service Machinery Overseas |
| Stock Width: | 20~500 | Stock Thickness: | 0.3~3.2 |
| Stock Thickness*Stock Width: | 1.2*500/3.2*50 | Pass Line: | 70~170 |
| Releasing Performance: | ~80 | Motor: | Yaskawa |
| Bearing: | Japan NSK | ||
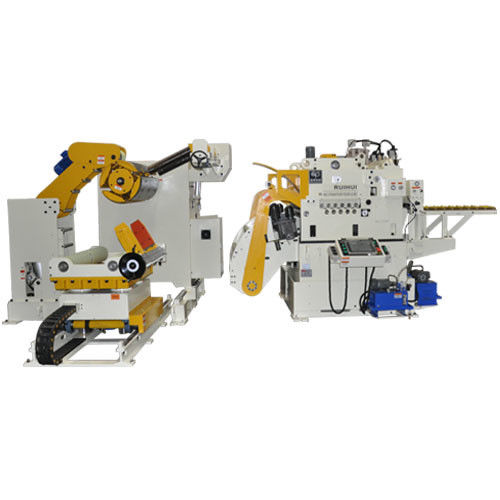
| High Light: | mechanical roll feeder,roll feeder machine |
||
The die gap refers to the sum of the gaps on both sides of the punch into the lower die. It is related to the plate thickness, material and stamping process. Choosing a suitable die gap can ensure good punching quality, reduce burrs and collapse, and maintain the plate. The material is flat, effectively preventing the material from being taken and prolonging the life of the mold.
By checking the condition of the stamping waste, the CNC feeder can determine whether the mold gap is appropriate. If the gap is too large, the scrap will have a rough undulating fracture surface and a small shiny surface. The larger the gap, the larger the angle formed between the fracture surface and the shiny surface, the curling and fracture will occur during punching, and even a thin edge protrusion will appear. Conversely, if the gap is too small, the scrap will have a small angle of fracture and a large shiny surface.
When performing local punching such as grooving, nibbling, shearing, etc., the lateral force will deflect the punch and cause the unilateral clearance to be too small, and sometimes the edge offset may excessively scratch the lower die, causing rapid wear of the upper and lower dies. When the mold is punched with the best clearance, the fracture surface and the shiny surface of the scrap have the same angle and overlap each other, so that the punching force is minimized and the punching burr is small.
If the workpiece has excessive burrs or unusual noise during stamping, the mold may be passivated. The CNC feeder checks the punch and the lower die. When the edge is worn to produce an arc with a radius of about 0.10 mm, it is sharpened. Practice has shown that frequent micro-sharpening, rather than waiting for non-grinding, can not only maintain good workpiece quality, reduce punching force, but also prolong the life of the mold by more than one time.
![]()
Specification:
| Model | MAC2-400 | MAC2-500 | MAC2-600 | MAC2-800 | ||
| Stock Width(mm) | 50-400 | 50-500 | 50-600 | 50-800 | ||
| Stock Thickness(mm) | 0.3~3.2 | 0.3-3.2 | 0.3-3.2 | -3.2 | ||
| Max.Coil Weight(kg) | 3000 | 3000 | 3000 | 5000 | 5000 | 7000 |
| Max.Coil O.D.(mm) | 1200 | 1200 | 1200 | |||
| Coil I.D.(mm) | 8 | 8 | 508 | 508 | ||
| Feed Length(mm) | ~500* | ~500* | ~500* | ~500* | ||
| Max. Line Speed(m/min) | 16-24 | 16-24 | 16-24 | 16-24 | ||
| Work Roll Number(pieces) | upper 6 lower 5 |
upper 6 lower 5 |
upper 6 lower 5 |
upper 6 lower 5 |
||
| Feed Roll Number(set) | 1 | 1 | 1 | 1 | ||
| Main Motor(kw) | AC2.9 | AC2.9 | AC4.4 | AC4.4 | ||
| Mandrel Expansion | hydraulic | hydraulic | hydraulic | hydraulic | ||
| Reel Motor(kw) | 1.5 | 1.5 | 1.5 | 2.2 | 2.2 | 3.7 |
| Power(V) | 3 Phase 220V/380V/50HZ | |||||
| Operating Air(Mpa) | 0.49 | 0.49 | 0.49 | 0.49 | ||
Straigtening performance:
| tock Thicknees (mm) | Stock Width (mm) | |||
| 0.3 | 400 | 500 | 600 | 800 |
| 0.4 | ||||
| 0.6 | ||||
| 0.8 | ||||
| 1.0 | ||||
| 1.2 | ||||
| 1.4 | ||||
| 1.6 | 470 | 470 | ||
| 1.8 | 400 | 400 | ||
| 2.0 | 360 | 360 | ||
| 2.3 | 300 | 300 | 300 | 300 |
| 2.5 | 230 | 230 | 230 | 230 |
| 2.8 | 150 | 150 | 150 | 150 |
| 3.2 | 110 | 110 | 110 | 110 |
![]()
*1:(Pneumatic):Option in case of pneumatic mandrel expansion is provi
![]()
![]()
Contact Person: Calin Deng
Tel: 13826917409
Fax: 86-769-89296723
Phase Style Automatic Nc Servo Sheet Metal Coil Feeder Stam
High Speed Nc Servo Roll Feeder For Matel Coil Machine Pneumatic release RNC-800HA
Punching Steel Straightening Nc Servo Feeder Machine / Nc Roll Feeder
OEM CCS Nc Servo Roll Feeder and Uncoiler Straightener RNC-400F
Auto High Speed Steel Coil Feeder Machine For Continuous Multiple Project Processing
Latest High Speed Mechanical Roll Feeder / Punch Press Feeder
Precision Coil Decoiler Straightener Feeder For Metal Stamping / Stainless Steel
Uncoiler And Decoiler Straightener Press Feeding Equipment For Sheet Metal
Coil Sheet Automatic Decoiler Straightener Feeder For Press Line(MAC4-800F)






