
 |
| Place of Origin: | Guangdong, China (Mainland) |
| Brand Name: | RUIHUI |
| Certification: | CE, ISO certification |
| Model Number: | MAC4-600 |
| Minimum Order Quantity: | 1 Set |
|---|---|
| Packaging Details: | Wooden Box or Vacuum Packing |
| Delivery Time: | 30 work days |
| Payment Terms: | L/C, D/A, D/P, T/T, Western Union, MoneyGram |
| Supply Ability: | 30 Sets Per Month |
| Stock Width(mm): | 70-1000 | Stock Thickness(mm): | 0.6-6.0 |
|---|---|---|---|
| Line Speed(m/min): | 16~24 | Coil Weight(Kg): | 7000 |
| Work Roll Number(Pcs): | Upper 6/lower 5 | Main Motor(Kw): | Coil Weight(Kg) |
| Warranty Period: | 12 Months | Max.Coil O.D.(mm): | 1400 |
| Coil I.D.(mm): | 508 | Feed Length(mm): | ~500* |
| Mandrel Expansion: | Hydrauilc | Reel Motor(kw): | 2.2 |
| Operating Air(Mpa): | 0.49 | ||
| High Light: | decoiler and straightener,hydraulic straightening machine |
||
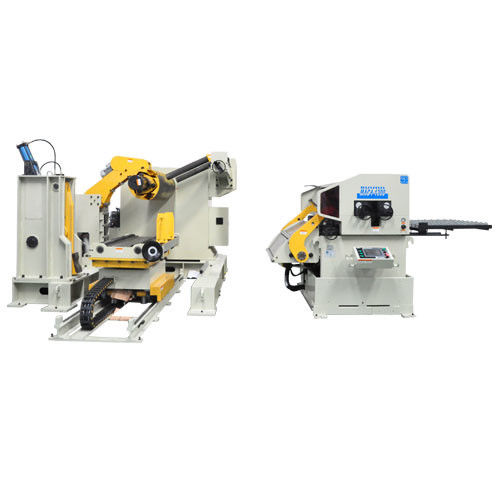
As the most cost-effective, the lowest failure rate and the easiest to operate, the vertical material unloading and discharging equipment has been widely used in the stamping and manufacturing industries such as automobile, hardware and electronics. It is the first choice for the various stamping automation production lines. equipment.
Of course, heavy-duty material racks have a wide range of applications, but they also have their shortcomings. That is, when unwinding heavy-weight coils, it is relatively cumbersome to load (ie, the inner diameter of the coil is inserted into the material frame, and the process of shrinking and shrinking the drum is tight). It is usually necessary to drive a steel coil at all times.
The loading trolley of the Jinzhide heavy-duty material rack is installed on the side of the bottom of the material rack, and the pulley is mounted on the bottom of the loading trolley, and the pulley slides on the slideway installed on the chassis.
At the same time, the trolley is additionally equipped with a height-adjustable connecting seat, and the chain between the connecting seat and the sprocket is fixedly connected, and the sprocket is driven by a hydraulic motor.
When the heavy-duty material frame with the loading trolley is actually used, the loading trolley adjusts the connecting seat to the appropriate height, and the material frame rotating cylinder pushes the spindle forward.
The material frame is retracted and retracted, and then the hydraulic motor drives the loading trolley to the end of the chute to receive the coiled material.
After the coil is stabilized, the material trolley and the coil are driven to the front end portion, and then the hydraulic cylinder is extended to drive the coil to rise, so that the coil is sleeved on the material frame expansion and contraction drum, and then the electricity of the material rack is operated. The control box causes the rotary cylinder to move in the main axial direction.
The material frame is expanded and retracted for expansion movement, and the coil material is firmly fixed on the material holder tray, and the entire loading process is completed.
Finally, the automatic unwinding process can be completed simply by setting the electric control box on the material frame, which fundamentally solves the problems of surface scratching, precision error and deformation of the finished plate caused by traditional feeding.
![]()
![]()
![]()
![]()
Specification:
| Model | MAC2-400 | MAC2-500 | MAC2-600 | MAC2-800 | ||
| Stock Width(mm) | 50-400 | 50-500 | 50-600 | 50-800 | ||
| Stock Thickness(mm) | 0.3~3.2 | 0.3-3.2 | 0.3-3.2 | -3.2 | ||
| Max.Coil Weight(kg) | 3000 | 3000 | 3000 | 5000 | 5000 | 7000 |
| Max.Coil O.D.(mm) | 1200 | 1200 | 1200 | |||
| Coil I.D.(mm) | 8 | 8 | 508 | 508 | ||
| Feed Length(mm) | ~500* | ~500* | ~500* | ~500* | ||
| Max. Line Speed(m/min) | 16-24 | 16-24 | 16-24 | 16-24 | ||
| Work Roll Number(pieces) | upper 6 lower 5 |
upper 6 lower 5 |
upper 6 lower 5 |
upper 6 lower 5 |
||
| Feed Roll Number(set) | 1 | 1 | 1 | 1 | ||
| Main Motor(kw) | AC2.9 | AC2.9 | AC4.4 | AC4.4 | ||
| Mandrel Expansion | hydraulic | hydraulic | hydraulic | hydraulic | ||
| Reel Motor(kw) | 1.5 | 1.5 | 1.5 | 2.2 | 2.2 | 3.7 |
| Power(V) | 3 Phase 220V/380V/50HZ | |||||
| Operating Air(Mpa) | 0.49 | 0.49 | 0.49 | 0.49 | ||
Straigtening performance:
| tock Thicknees (mm) | Stock Width (mm) | |||
| 0.3 | 400 | 500 | 600 | 800 |
| 0.4 | ||||
| 0.6 | ||||
| 0.8 | ||||
| 1.0 | ||||
| 1.2 | ||||
| 1.4 | ||||
| 1.6 | 470 | 470 | ||
| 1.8 | 400 | 400 | ||
| 2.0 | 360 | 360 | ||
| 2.3 | 300 | 300 | 300 | 300 |
| 2.5 | 230 | 230 | 230 | 230 |
| 2.8 | 150 | 150 | 150 | 150 |
| 3.2 | 110 | 110 | 110 | 110 |
*1:(Pneumatic):Option in case of pneumatic mandrel expansion is provi
![]()
![]()
Contact Person: Calin Deng
Tel: 13826917409
Fax: 86-769-89296723
Phase Style Automatic Nc Servo Sheet Metal Coil Feeder Stam
High Speed Nc Servo Roll Feeder For Matel Coil Machine Pneumatic release RNC-800HA
Punching Steel Straightening Nc Servo Feeder Machine / Nc Roll Feeder
OEM CCS Nc Servo Roll Feeder and Uncoiler Straightener RNC-400F
Auto High Speed Steel Coil Feeder Machine For Continuous Multiple Project Processing
Latest High Speed Mechanical Roll Feeder / Punch Press Feeder
Precision Coil Decoiler Straightener Feeder For Metal Stamping / Stainless Steel
Uncoiler And Decoiler Straightener Press Feeding Equipment For Sheet Metal
Coil Sheet Automatic Decoiler Straightener Feeder For Press Line(MAC4-800F)






